Care sunt componentele extruderului cu un singur șurub?
Sep 06, 2021
În general, cel mai de bază și comun este extruderul cu un singur șurub. Acesta include în principal șase părți: transmisie, dispozitiv de alimentare, butoi de alimentare, șurub, cap și gură model.
I. Partea de transmisie
Partea de transmisie constă, de obicei, din motor, cutie de viteze de reducere și rulment. În procesul de extrudare, viteza șurubului trebuie să fie stabilă și nu se poate schimba odată cu schimbarea sarcinii șurubului, astfel încât să se mențină calitatea produselor obținute uniformă și consecventă. Cu toate acestea, în diferite ocazii, este necesar ca șurubul să poată schimba viteza pentru a îndeplini cerința ca un dispozitiv să poată stoarce diferite materiale plastice sau produse diferite. Prin urmare, această parte adoptă, în general, motorul redresor de curent alternativ, motorul de curent continuu și alte dispozitive pentru a obține o viteză variabilă continuă. În general, viteza șurubului este de 10 ~ 100 r / min.
Funcția sistemului de transmisie este de a acționa șurubul și de a alimenta cuplul și viteza de rotație cerută de șurub în timpul extrudării, care este de obicei compusă din motor, reductor, rulment etc. Pornind de la premisa că structura este în esență aceeași, costul de fabricație al reductorului este aproximativ proporțional cu dimensiunea și greutatea sa externă. Deoarece forma și greutatea reductorului sunt mari, înseamnă că există mai multe materiale consumate în timpul fabricației, iar rulmenții utilizați sunt, de asemenea, relativ mari, ceea ce crește costul de fabricație.
Pentru extruderele cu același diametru al șurubului, extruderele de mare viteză și eficiente consumă mai multă energie decât extruderele convenționale. Este necesar să se dubleze puterea motorului și să se plus dimensioneze numărul de bază al reductorului în consecință. Dar viteza mare a șurubului înseamnă un raport de reducere scăzut. Pentru reductoarele de aceeași dimensiune, în comparație cu cele cu un raport de reducere mai mic, modulul de transmisie crește și crește și capacitatea portantă a reductorului. Prin urmare, creșterea volumului și greutății reductorului nu este liniar proporțională cu creșterea puterii motorului. Dacă cantitatea de extrudare este utilizată ca numitor, împărțită la greutatea reductorului, numărul de extrudere de mare viteză și eficiente este mic, iar numărul de extrudere obișnuite este mare. În ceea ce privește puterea unității, puterea motorului extruderului de mare viteză de mare putere este mică, iar greutatea reductorului este mică, ceea ce înseamnă că costul de fabricație al extruderului de mare viteză de mare putere pe unitatea de ieșire a mașinii este mai mic decât cel al extruderelor obișnuite.
II. Dispozitiv de alimentare
În general, materialele granulare sunt utilizate pentru hrănire, dar pot fi utilizate și materiale panglică sau materiale pulbere. Echipamentul de umplere utilizează de obicei Hopper de hrănire conică, iar volumul său este necesar pentru a oferi cel puțin o oră de consum. Există un dispozitiv de tăiere în partea de jos a buncărului pentru a regla și a tăia fluxul de material, iar partea laterală a buncărului este echipată cu o gaură vizuală și un dispozitiv de măsurare a calibrării. Unele buncăre pot avea, de asemenea, dispozitive de reducere a presiunii sau dispozitive de încălzire pentru a preveni materiile prime să absoarbă apa din aer sau unele buncăre pot avea, de asemenea, propriile mixere, care pot fi alimentate sau alimentate automat.
1. Buncărul
Buncărul este, în general, transformat în formă simetrică. O fereastră este deschisă pe partea laterală a Buncărului pentru a observa nivelul materialului și starea de hrănire. Există o ușă de deschidere și închidere în partea de jos a Buncărului pentru a opri și ajusta cantitatea de alimentare. Capacul este adăugat deasupra buncărului pentru a preveni căderea prafului, umidității și impurităților în el. Atunci când selectați materiale Hopper, cel mai bine este să utilizați materiale ușoare și ușor de procesat, iar plăcile de aluminiu și plăcile din oțel inoxidabil sunt utilizate în general. Volumul Hopper depinde de dimensiunea extruderului și de metoda de alimentare. În general, cantitatea de extrudare a extruderului este de 1 până la 1,5h.
2. Hrănirea
Există două metode de hrănire: hrănirea manuală și hrănirea automată. Alimentarea automată include în principal hrănirea de primăvară, hrănirea prin explozie, hrănirea în vid, alimentarea cu bandă transportoare și alte forme. În general, extruderele mici sunt alimentate manual, în timp ce extruderele mari sunt alimentate automat.
3. Clasificarea metodelor de hrănire
(1) hrănirea gravitațională:
Principiul- materialul intră în butoi prin propria greutate, inclusiv hrănirea manuală, hrănirea de primăvară și hrănirea prin explozie.
Caracteristici-structură simplă și costuri reduse. Cu toate acestea, este ușor să provocați hrănire neuniformă, afectând astfel calitatea pieselor. Este potrivit numai pentru extrudere de dimensiuni mici.
(2) hrănirea forțată:
Instalați un dispozitiv care poate exercita presiune externă asupra materialului din buncăr și forța materialul în cilindrul extruderului.
Caracteristici - poate depăși fenomenul de "punte" și poate face hrănirea uniformă. Șurubul de alimentare este acționat de șurubul extruderului prin lanțul de transmisie pentru a-și adapta viteza de rotație la viteza de rotație a șurubului. Dispozitivul de protecție împotriva supraîncărcării poate fi pornit atunci când portul de alimentare este blocat, evitând astfel deteriorarea dispozitivului de alimentare.
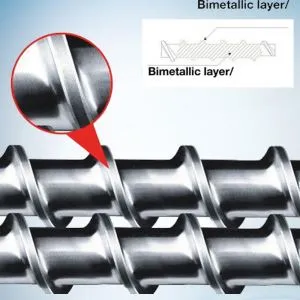
3. Butoi
În general, este un butoi metalic din oțel aliat sau țeavă de oțel compozit căptușite cu oțel aliat. Caracteristicile sale de bază sunt rezistența la temperatură și presiune ridicată, rezistența puternică la uzură și rezistența la coroziune. În general, lungimea cilindrului este de 15 ~ 30 de ori din diametrul său, iar lungimea sa se bazează pe principiul că materialul este complet încălzit și plastifiat uniform. Cilindrul ar trebui să aibă suficientă grosime și rigiditate. Interiorul trebuie să fie neted, dar unii cilindri sunt gravați cu diferite caneluri pentru a crește frecarea cu plastic. Un încălzitor electric, un dispozitiv automat de control al temperaturii și un sistem de răcire încălzit prin rezistență, inductanță și alte mijloace sunt atașate la exteriorul cilindrului.